

If your catheter manufacturing team is scrapping multi-lumen catheters after tip bonding, rejecting balloon assemblies after inflation testing, or discovering print defects after full assembly, you’re paying for failures twice: once to build them, and once to catch them.
This post walks through how complex catheter programs use automation, in-process vision inspection, deep-learning AI, and data analytics to detect defects earlier, when they’re cheaper to catch.
Why Catheters Are Uniquely Hard to Inspect in the Assembly Line
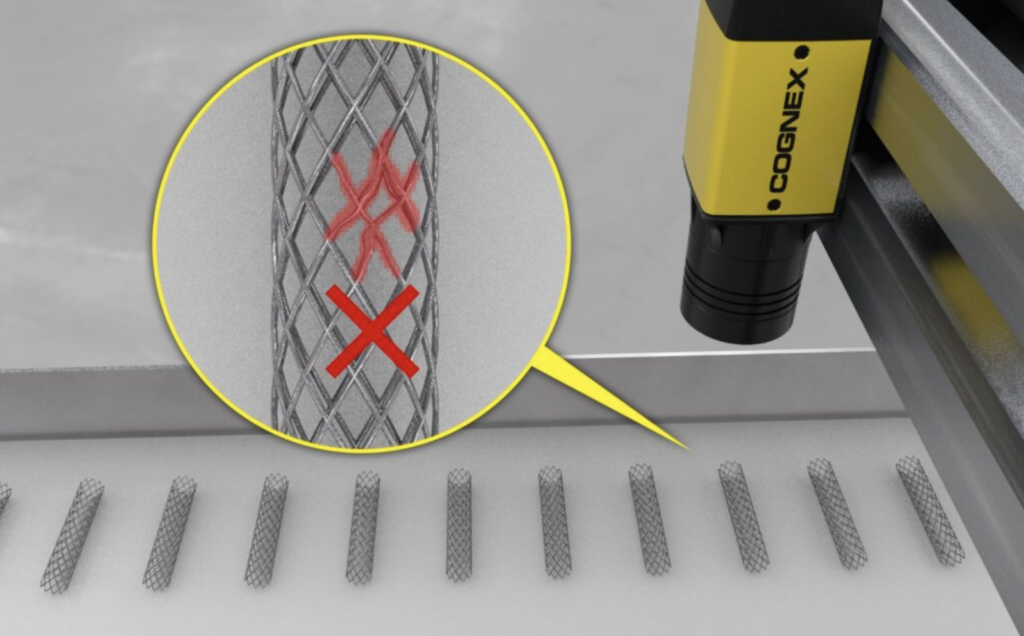
Image courtesy of Cognex Corporation
Catheter manufacturing sits at a difficult intersection: extremely tight tolerances, stringent regulatory parameters, materials that vary by lot, and assembly sequences where every step adds value and risk.
Common inspection challenges include:
- Thin, flexible geometries that shift under lighting and handling
- Translucent or semi-transparent tubing that masks internal defects
- Reflective surfaces on braided or metallic-reinforced shafts
- Lot-to-lot variability in extrusions, adhesives, and components
- Mixed defect types — dimensional, cosmetic, and functional — that require different detection approaches
Traditional rule-based vision systems were built for rigid, uniform parts. Catheters, especially electrophysiology (EP) catheters, including those designed for Pulsed Field Ablation (PFA), are neither.
The Real Source of High Scrap Rates: Supply Chain Variability
Before a single catheter is assembled, variability has already entered your process.
Upstream Sources of Defects in Complex Catheter Programs
| Source | Common Issues |
|---|---|
| Extruded tubing | OD/ID drift, wall thickness variation, surface streaks, and color inconsistency |
| Braiding/coiling | Missing carriers, wire spacing gaps, and coverage breaks |
| Adhesives and coatings | Inconsistent viscosity lot-to-lot, hydrophilic coating voids |
| Mold tooling | Flash, short shots, surface defects in molded tips and strain reliefs |
Each of these is manageable in isolation. The problem is that these variations compound. A tubing OD at the high end of spec, combined with an adhesive at the low end of its working range, can produce a bond failure that only appears during final leak testing, after hours of labor have been added.
The fix isn’t a better final inspection process. It’s detecting incoming and in-process variability before operations begin and at every critical assembly stage.
How to Structure an In-Process Vision Inspection Program
A well-designed vision inspection program combines the right automation, lighting, and optics to map inspection checkpoints to the origins of defects, not just to where they’re detectable. Here’s a framework that works for most catheter programs:
Step 1: Map Your Defect Origins
Start with a Process Failure Mode and Effects Analysis (PFMEA) focused specifically on where defects enter the process. For each failure mode, ask questions like:
- At what step does this defect first exist?
- Is it detectable at that step with current methods?
- What is the cost of not catching it until the next step?
This analysis typically reveals that the majority of scrap-driving defects are detectable several manufacturing steps before they’re currently being caught.
Step 2: Define Inspection Checkpoints
Common inspection checkpoints include:
Incoming / Pre-Process
- Extruded tubing OD/ID dimensional verification
- Surface quality scan for streaks, inclusions, or color variation
- Component verification before kitting
Sub-Assembly
- Tip bond fillet geometry and void detection
- Braid coverage and wire spacing
- Balloon weld seam inspection
- Adhesive presence and placement before cure
Primary Packaging
- Seal integrity and void detection in blister or pouch seals
- Label presence, placement, and readability
- Lot/UDI barcode verification
Final / Pre-Ship
- Full assembly completeness
- Package integrity under sterile barrier requirements
Step 3: Select the Right Vision Technology for Each Catheter Production Station
Not all inspection needs are the same. Our experts help you match the technology to the task:
- Dimensional gauging (OD, wall thickness, tip geometry) → structured light or high-resolution area scan with calibrated optics
- Surface defects on reflective or curved surfaces → coaxial or dome lighting with rule-based detection parameters tuned to your surface geometry
- Seal inspection on transparent or low-contrast packaging → specialized lighting and image formation designed to maximize contrast on low-visibility defects, paired with the right detection software for your seal geometry
- Barcode and OCR verification → dedicated barcode readers with inline grade reporting
Beyond Pass/Fail Inspections: Using Vision Data for Process Analytics
Every image and inspection result is a record of your process. Over time, this data reveals:
Trends to Act on Before Scrap Happens
- Gradual OD drift that predicts a tubing lot is heading out of spec
- Defect rate is climbing on a specific shift or line, indicating a process or operator variable
- Adhesive void frequency increases after a supplier change
- Seal defect patterns that correlate with ambient temperature or material lot
Analytics Capabilities to Build into Your Catheter Manufacturing Program
- Defect rate by station, product, shift, and material lot
- Statistical process control (SPC) charting from vision measurement data
- Automated flagging when defect rates cross defined thresholds
- Traceability linking inspection results to specific lots, operators, and equipment
This transforms your vision system from a gate into a process improvement engine. Using inspection data analytics typically reduces the overall scrap rate. Not because the system catches more, but because the data drives upstream process corrections.
Practical Execution: Integrating Vision Inspection Tools into a Catheter Program
While integration timelines vary, here’s what a standard execution process looks like:
Phase 1: Define
- Conduct defect review with quality and manufacturing teams
- Establish an acceptable vs. defective image library
- Define inspection performance targets (detection rate, false reject rate, cycle time)
- Classify inspection criteria by detection method (rule-based, AI, or a hybrid approach)
- Select a technology approach and integration point
Phase 2: Develop
- Build and validate image formation (lighting, optics, camera)
- Train and validate rule-based and AI models using representative sample sets
- Integrate with line controls and MES/ERP for data capture
- Define rejection handling and operator workflow
Phase 3: Validate
- Installation Qualification (IQ) / Operational Qualification (OQ) / Performance Qualification (PQ) per your QMS
- Gauge repeatability and reproducibility (GR&R) for dimensional inspection
- Challenge studies using known-defective samples
- Operator training
Phase 4: Monitor and Improve (Ongoing)
- Track defect trends and correlate them to upstream process variables
- Retrain data-based and AI models as products evolve or new defect modes appear
- Use SPC data to drive supplier feedback and process improvement
Common mistakes to avoid:
- Starting with too few training images (leads to poor AI generalization)
- Underestimating lighting design
- Treating validation as a one-time event rather than an ongoing process
- Not integrating inspection data into your process control system
What to Look for in a Catheter Manufacturing Partner
Implementing vision inspection in a catheter program isn’t a plug-and-play exercise. The engineering depth required — optics design, AI model training, process integration, IQ/OQ/PQ documentation support — demands a partner who deeply understands both production automation and competitive manufacturing strategy.
When evaluating a partner, look for:
- Direct experience with catheter and minimally invasive device manufacturing
- Optics and vision system engineering capability across the full program
- Quality systems built to support IQ/OQ/PQ documentation
- Data integration capability with your MES or ERP
- Ability to support the full product lifecycle, not just installation
Most inspection failures trace back to the automation and optics setup, not the software. Getting catheter handling, fixturing, and lighting right is where the real engineering work happens.
| Ready to Solve This Upstream?Ascential™ provides integrated engineering, manufacturing, automation, and supply chain solutions specifically for medical device developers. Our vision inspection solutions are designed and validated in-house. Our multidisciplinary experts have deep experience across catheter, balloon, endoscopy, and delivery system programs. |